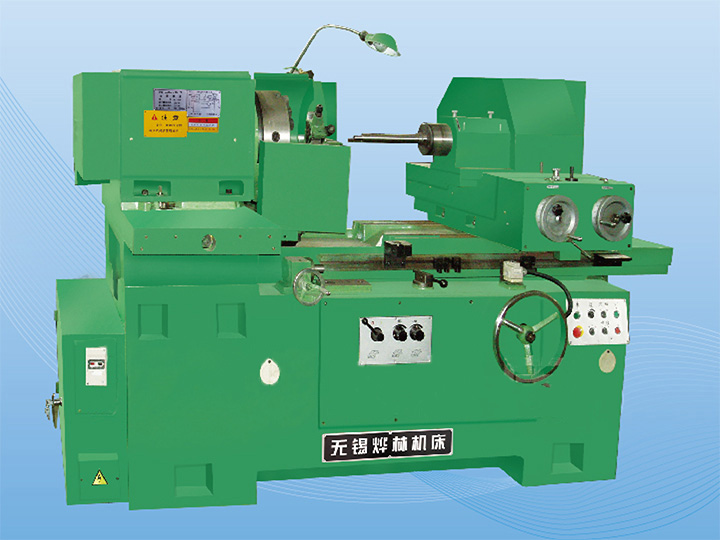
An ID OD grinding machine (short for Internal Diameter/Outside Diameter Grinding Machine) is a precision machining tool designed to refine the internal (ID) and external (OD) surfaces of cylindrical or conical workpieces. Unlike single-purpose grinders (e.g., dedicated ID grinders), ID OD machines integrate dual capabilities to achieve tight geometric tolerances (typically ±0.0005–0.002 mm) and ultra-smooth surface finishes (Ra 0.1–0.8 μm)—critical for components where dimensional accuracy directly impacts functionality (e.g., bearing races, hydraulic cylinders, aerospace fasteners). These machines leverage specialized spindles, workholding systems, and CNC (Computer Numerical Control) technology to handle diverse materials (metals, ceramics, composites) and complex geometries, making them indispensable in industries like aerospace, automotive, and medical device manufacturing. This article explores their design, operational principles, types, applications, and key advantages—aligned with ISO 8688 (grinding process standards) and ANSI B5.45 (machine tool accuracy).
The distinction between ID and OD grinding lies in the surface being processed, each requiring unique tooling and machine configurations:
1.1 ID (Internal Diameter) Grinding
ID grinding targets the inner surfaces of cylindrical bores, cavities, or holes (e.g., the inner race of a ball bearing, the bore of a hydraulic valve body). Key characteristics:
- Tooling: Uses small-diameter grinding wheels (5–50 mm) to fit inside narrow bores; wheels are often made of cubic boron nitride (CBN) or diamond for hard materials (e.g., tungsten carbide, tool steel).
- Challenges: Limited space for wheel rotation requires high spindle speeds (8,000–20,000 RPM) to maintain effective cutting action; heat buildup is a risk (addressed via high-pressure coolant systems).
- Key Outputs: Achieves precise bore roundness (≤0.001 mm TIR, Total Indicator Reading), straightness (≤0.002 mm/m), and concentricity with the workpiece’s outer surface.
1.2 OD (Outside Diameter) Grinding
OD grinding refines the external surfaces of cylindrical or conical workpieces (e.g., the outer race of a bearing, a crankshaft journal, or a precision shaft). Key characteristics:
- Tooling: Employs larger grinding wheels (200–600 mm diameter) with broader contact areas for efficient material removal; common abrasives include aluminum oxide (for steel) and CBN (for high-hardness alloys).
- Challenges: Prevents workpiece deflection (critical for long, slender parts) using steady rests or center supports; maintains uniform pressure across the wheel-workpiece interface to avoid taper or out-of-roundness.
- Key Outputs: Delivers consistent OD diameter, surface finish, and parallelism (for shafts) or taper control (for conical parts like automotive camshafts).
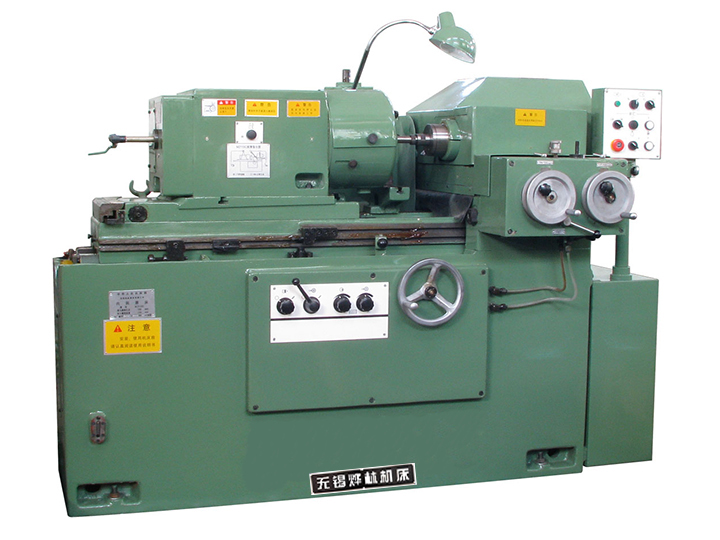
2. Design & Operational Principles of ID OD Grinding Machines
ID OD machines combine modular components to handle both internal and external grinding, with precision as the central design priority:
| Component | Function (ID Grinding) | Function (OD Grinding) |
|--------------------------|-----------------------------------------------------------------------------------------|-----------------------------------------------------------------------------------------|
| Dual Spindles | - ID Spindle: Small, high-speed (8,000–20,000 RPM) spindle to drive narrow grinding wheels; often uses air bearings for ultra-low vibration. | - OD Spindle: Robust, medium-speed (3,000–6,000 RPM) spindle for large wheels; supports higher grinding forces (5–20 N) for material removal. |
| Workholding System | - Collets or Mandrels: Secure the workpiece externally; ensures the bore is concentric with the workpiece’s axis (critical for aerospace components). | - Centers or Chucks: Mount the workpiece between headstock/tailstock centers (for long shafts) or use 3-jaw chucks (for short, heavy parts); steady rests prevent deflection for L/D > 10. |
| CNC Control System | - Programs complex ID profiles (e.g., stepped bores, tapers) via 4–5 axis control; integrates in-process probes to measure bore diameter in real time. | - Automates OD grinding cycles (e.g., cylindrical, conical, or crowned profiles); adjusts wheel feed rate to maintain tolerance (±0.0005 mm). |
| Coolant System | - Directed nozzles (20–30 bar pressure) deliver coolant to the narrow ID grinding zone; flushes swarf and dissipates heat (prevents thermal distortion). | - Wide-angle nozzles cover the large OD wheel-workpiece interface; coolant filters (≤10 μm) remove particles to avoid scratching. |
| Wheel Dressing Unit | - Small diamond dressers (mounted on the spindle) true ID wheels to maintain shape (critical for narrow bores). | - Stationary diamond dressers or rotary dressing tools restore OD wheel geometry and expose fresh abrasive grains. |
3. Types of ID OD Grinding Machines
ID OD machines are classified by their automation level and workpiece compatibility, each optimized for specific production needs:
| Machine Type | Key Features | Ideal Applications |
|-----------------------------|-----------------------------------------------------------------------------|-----------------------------------------------------------------------------------|
| Manual ID OD Grinder | - Hand-operated wheel feeds and workpiece positioning; low-cost entry-level option. | Low-volume, simple parts (e.g., small shafts, basic bores) in job shops or repair facilities. |
| Semi-Automatic ID OD Grinder | - CNC-controlled grinding cycles; manual workpiece loading/unloading. | Medium-volume production (100–1,000 parts/day) with consistent part geometries (e.g., automotive bearing components). |
| CNC ID OD Grinder | - Full 4–5 axis automation; robotic loading/unloading; in-process gauging; MES integration. | High-volume, precision-critical parts (e.g., aerospace turbine shafts, medical implant components); 24/7 lights-out operation. |
| Universal ID OD Grinder | - Swappable spindles (ID/OD) and workholding (collets/centers); handles cylindrical, conical, and irregularly shaped parts. | Job shops or prototyping labs with diverse part requirements (e.g., grinding a stepped bore one day, a tapered shaft the next). |
4. Key Applications of ID OD Grinding Machines
ID OD grinders are integral to industries where dimensional precision and surface quality are non-negotiable. Below are their most critical use cases:
4.1 Automotive Manufacturing
- Components: Engine crankshaft journals (OD grinding), hydraulic cylinder bores (ID grinding), transmission gear hubs (both ID/OD for concentricity).
- Requirements: Tolerances ±0.001–0.003 mm; surface finish Ra 0.2–0.4 μm (to reduce friction in moving parts); concentricity between ID/OD (prevents oil leaks in hydraulic systems).
4.2 Aerospace & Defense
- Components: Turbine engine shafts (OD grinding for straightness), aircraft landing gear bushings (ID grinding for bore precision), missile guidance system components (both ID/OD for tight tolerances).
- Requirements: Ultra-tight tolerances ±0.0005 mm; compatibility with high-temperature alloys (titanium, Inconel); traceability via CNC data logging (for FAA compliance).
4.3 Medical Device Manufacturing
- Components: Surgical instrument lumens (ID grinding, e.g., laparoscopic tool channels), orthopedic implant shafts (OD grinding, e.g., hip stem components), dental drill bits (both ID/OD for concentricity).
- Requirements: Biocompatible materials (stainless steel, titanium); surface finish Ra < 0.1 μm (prevents bacterial adhesion); no micro-cracks (verified via post-grinding NDT, Non-Destructive Testing).
4.4 Bearing & Hydraulic Industries
- Components: Ball bearing inner/outer races (ID/OD grinding for roundness), hydraulic valve bores (ID grinding for smooth flow), piston rods (OD grinding for wear resistance).
- Requirements: Bore roundness ≤0.0008 mm (for bearing performance); OD surface finish Ra 0.1–0.2 μm (reduces seal wear in hydraulic systems); concentricity between ID/OD (≤0.001 mm).
5. Technical Advantages of ID OD Grinding Machines
Compared to single-purpose grinders or alternative machining processes (e.g., turning, honing), ID OD machines offer unique benefits:
5.1 Precision & Consistency
- Tight Tolerances: Achieve ±0.0005 mm for precision components (e.g., aerospace sensors)—far tighter than turning (±0.005 mm) or honing (±0.001 mm).
- Repeatability: CNC control eliminates human error, ensuring every part in a batch matches specifications (critical for mass-produced components like bearings).
5.2 Versatility
- Material Compatibility: Handle hard metals (tool steel, carbide), soft metals (aluminum, brass), and brittle materials (ceramics, glass) with specialized wheel selection.
- Geometry Flexibility: Grind cylindrical, conical, stepped, or tapered ID/OD profiles (e.g., a hydraulic valve with a tapered bore and straight OD).
5.3 Efficiency & Cost Savings
- Dual Capability: Eliminate the need for two separate machines (ID + OD grinder), reducing floor space (by 30–50%) and capital expenditure.
- Reduced Secondary Operations: Achieve final surface finish and tolerance in one setup—eliminating post-grinding processes (e.g., polishing) and cutting lead times by 20–40%.
5.4 Quality & Reliability
- Heat Control: High-pressure coolant and low-vibration spindles prevent thermal distortion (a major cause of dimensional errors in hard materials).
- In-Process Inspection: Integrated probes detect deviations mid-grinding and auto-correct parameters—reducing scrap rates to <1% (vs. 5–10% for manual grinding).
6. Selection Criteria for ID OD Grinding Machines
To choose the right ID OD grinder, evaluate these critical factors:
6.1 Workpiece Specifications
- Size & Geometry:
- Small bores (<10 mm diameter) → Require ID spindles with narrow wheels and high RPM (15,000+ RPM).
- Long shafts (L/D > 20) → Need OD steady rests to prevent deflection.
- Complex profiles (stepped ID/OD) → Require 4–5 axis CNC control.
- Material Hardness:
- HRC > 50 (tungsten carbide, tool steel) → Choose CBN/diamond wheels and rigid machine frames (cast iron with ribbing).
- HRC < 30 (aluminum, brass) → Prioritize low-vibration air bearings to avoid surface chatter.
6.2 Precision & Surface Finish Needs
- General Manufacturing: ±0.001–0.003 mm tolerance, Ra 0.2–0.8 μm → Semi-automatic CNC machine.
- Precision Applications: ±0.0005 mm tolerance, Ra < 0.1 μm → Full CNC machine with linear scales (0.1 μm resolution) and in-process laser gauging.
6.3 Production Volume
- Low Volume (<100 parts/day): Manual or semi-automatic grinder (lower cost, flexible setup).
- High Volume (>1,000 parts/day): CNC grinder with robotic loading/unloading and MES integration (24/7 operation).
6.4 Maintenance & Support
- Wheel Dressing: Automated dressing units reduce downtime—critical for high-volume runs.
- Service Availability: Choose manufacturers with local support and spare parts (lead time < 48 hours) to minimize production interruptions.
 English
English