In the intricate landscape of manufacturing, where the final quality of a component is often determined by its surface finish and dimensional accuracy, grinding machines stand as the cornerstone of precision material removal. Unlike milling or turning, which shape workpieces through cutting, grinding relies on abrasive particles bonded into a wheel to wear away material, enabling finishes and tolerances that are unattainable with other machining processes. From achieving submicron flatness in semiconductor components to shaping large rolls for the steel industry, grinding machines are engineered to meet diverse demands—each type optimized for specific geometries, materials, and precision requirements.
This guide provides a systematic overview of the primary grinding machine categories, exploring their operational principles, key design features, and application niches. By examining how each type balances abrasive dynamics, workpiece handling, and process control, we illuminate their unique roles in modern manufacturing and help engineers and operators make informed decisions when selecting equipment for a given task.
At their core, all grinding machines share a common principle: an abrasive wheel, rotating at high speed (typically 3,000–15,000 RPM), interacts with a workpiece to remove material through three mechanisms:
Abrasion: Hard abrasive grains (e.g., aluminum oxide, silicon carbide, diamond) scratch and plow through the workpiece surface, dislodging small chips.
Plowing: Deformation of the workpiece material by the abrasive grains, followed by chip formation as the material fails.
Bond Fracture: Wear of the wheel’s bonding agent, which releases dull grains and exposes fresh, sharp ones—critical for maintaining cutting efficiency.
The diversity of grinding machines arises from the need to adapt these mechanisms to different workpiece geometries (flat, cylindrical, internal, etc.), material properties (hardness, brittleness), and production volumes (batch vs. mass production). Key variables include wheel type, workpiece fixturing, and motion control—each tailored to the machine’s intended application.
Primary Types of Grinding Machines
1. Surface Grinders: Precision Flatness and Finish
Surface grinders are designed to produce flat, smooth surfaces on workpieces, with capabilities ranging from general-purpose grinding to ultra-precision applications.
Operational Principle: A horizontal abrasive wheel rotates against a workpiece, which is mounted on a reciprocating or rotary table. Material removal is controlled by adjusting the wheel’s vertical feed into the workpiece.
Key Variations:
Reciprocating Table Surface Grinder: The workpiece moves back and forth under the wheel, ideal for small to medium-sized parts (e.g., mold plates, gage blocks).
Rotary Table Surface Grinder: The workpiece rotates on a circular table, enabling continuous grinding of large or irregularly shaped parts (e.g., flanges, valve bodies).
Precision Metrics: Achieves flatness within 0.005 mm/m and surface finishes as fine as Ra 0.02 μm (mirror-like), making it indispensable for mold making, aerospace components, and precision tooling.
Typical Applications: Grinding of die plates, bearing seats, and optical components where flatness and parallelism are critical.
2. Cylindrical Grinders: Shaping External and Internal Rotational Surfaces
Cylindrical grinders specialize in grinding the external (outer diameter, OD) and internal (inner diameter, ID) surfaces of cylindrical workpieces, ensuring roundness, concentricity, and precise diameter control.
External Cylindrical Grinders:
The workpiece rotates between centers or in a chuck, while a grinding wheel feeds radially to remove material.
Capable of grinding straight, tapered, or contoured surfaces (e.g., camshafts, bearing journals).
Achieves roundness within 0.001 mm and surface finishes of Ra 0.05–0.8 μm.
Internal Cylindrical Grinders:
Uses a small-diameter grinding wheel to access and grind bores, holes, or internal grooves.
Critical for parts like hydraulic cylinders, bearing races, and firearm barrels, where internal diameter (ID) precision directly impacts performance.
Handles hole diameters from 3 mm to over 500 mm, with tolerance control of ±0.002 mm.
Key Applications: Manufacturing of shafts, pins, bushings, and hydraulic components in automotive, aerospace, and machinery industries.
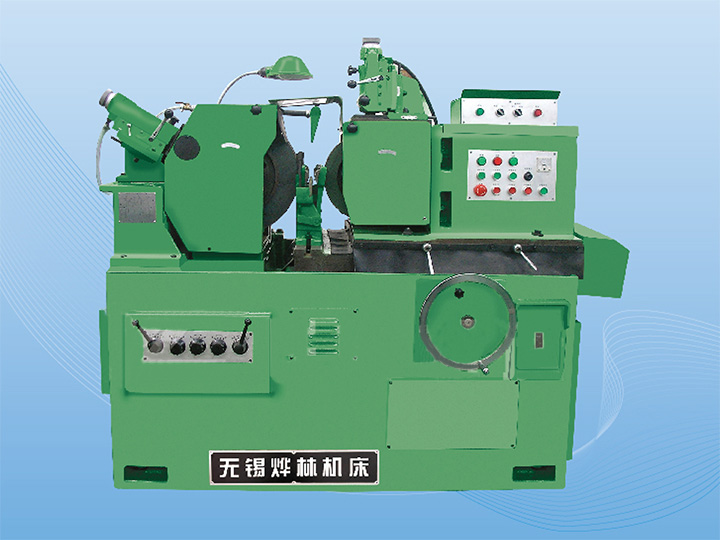
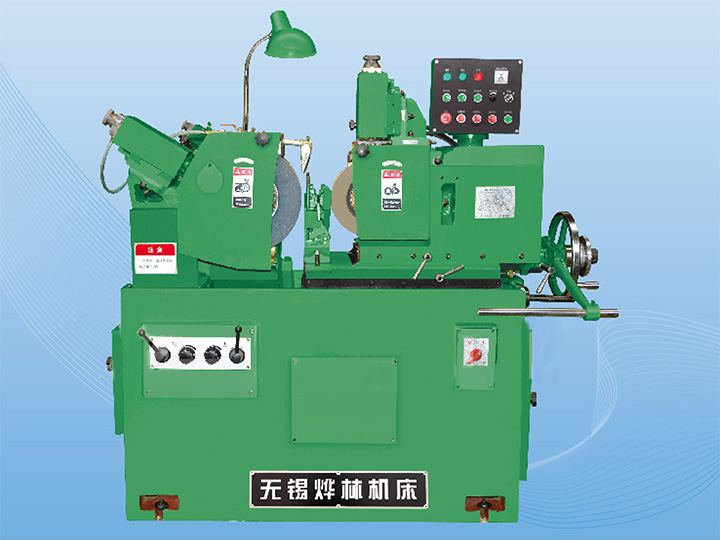
3. Centerless Grinders: High-Volume Rotational Grinding Without Workholding
Centerless grinders revolutionize high-volume production by eliminating the need for workpiece centers or chucks, instead using a trio of components to stabilize and grind the part:
Regulating Wheel: Drives the workpiece at a controlled rotational speed.
Grinding Wheel: Removes material to achieve the target diameter.
Work Rest Blade: Supports the workpiece, maintaining its position between the two wheels.
Advantages:
High throughput (up to 1,000 parts per hour) due to minimal setup time.
Ideal for slender or flexible parts (e.g., needles, dowels, automotive valve stems) that would deform under chuck pressure.
Ensures consistent roundness (within 0.002 mm) across large production runs.
Limitations: Less suitable for non-cylindrical or highly irregular shapes.
Typical Applications: Mass production of fasteners, shafts, and medical instruments (e.g., hypodermic needles).
4. Roll Grinders: Heavy-Duty Grinding for Large Rotational Components
Roll grinders are specialized cylindrical grinders engineered to handle large, heavy workpieces—primarily rolls used in industrial processes.
Design Features:
Equipped with massive beds (up to 30 meters long) and high-power spindles (50–200 kW) to grind rolls weighing 5–100 tons.
Integrates advanced controls for contour grinding (e.g., crowns, tapers) to optimize roll performance in processing lines.
Precision Metrics: Achieves diameter tolerances within ±0.01 mm and surface finishes of Ra 0.1–0.8 μm, critical for uniform material processing.
Key Industries: Steel (rolling mills), paper (paper-making rolls), and aluminum (foil production), where roll surface quality directly impacts product thickness and finish.
5. Universal Grinders: Versatility for Mixed Production Environments
Universal grinders combine the capabilities of surface, cylindrical, and internal grinders into a single machine, making them ideal for small-batch, high-variety production.
Design Flexibility:
Equipped with interchangeable workheads, wheelheads, and accessories (e.g., centers, chucks, internal grinding spindles).
Can switch between OD, ID, and surface grinding with minimal reconfiguration.
Precision and Applications:
Achieves tolerances of ±0.002 mm, suitable for toolrooms, repair shops, and low-volume production of complex parts (e.g., gear shafts, mold inserts).
Valued in aerospace and defense industries for prototyping and custom component manufacturing.
6. Tool and Cutter Grinders: Sharpening and Reconditioning Cutting Tools
Tool and cutter grinders are specialized machines designed to maintain the precision and sharpness of cutting tools—extending their lifespan and ensuring consistent machining performance.
Capabilities:
Sharpens milling cutters, drills, reamers, and end mills, restoring cutting edges to original specifications.
Can grind complex tool geometries (e.g., helical flutes, carbide inserts) with dimensional accuracy within 0.01 mm.
Key Features:
Equipped with high-speed spindles (up to 40,000 RPM) and precision indexing tables for accurate flute and angle grinding.
Critical for industries reliant on precision machining (e.g., automotive, medical device manufacturing), where tool wear directly affects part quality.
7. Specialized Grinding Machines: Tailored for Niche Applications
Beyond the core types, specialized grinders address unique manufacturing challenges:
Creep-Feed Grinders: Uses deep cuts (0.5–5 mm) at slow feed rates to replace milling or broaching, ideal for hardened steels and superalloys in aerospace components.
Jig Grinders: Achieves hole positional accuracy within 0.001 mm, used for die-making and precision fixture manufacturing.
Lapping and Polishing Machines: Produce ultra-smooth surfaces (Ra <0.01 μm) on optical components, semiconductors, and bearing races through abrasive slurry-based grinding.
Key Factors for Selecting the Right Grinding Machine
Choosing the appropriate grinding machine depends on a systematic analysis of:
Workpiece Geometry: Flat (surface grinder), cylindrical (cylindrical grinder), or complex (universal grinder).
Material Properties: Hardness (e.g., ceramics require diamond wheels), brittleness (e.g., glass needs low-stress grinding), and thermal sensitivity (e.g., titanium requires coolant-rich processes).
Precision Requirements: Tolerances (micron vs. submicron), surface finish (Ra values), and form accuracy (roundness, flatness).
Production Volume: High-volume (centerless grinders) vs. low-volume, high-mix (universal grinders).
Cost and Efficiency: Initial investment, tooling costs (abrasive wheels), and cycle time must align with production goals.
 English
English