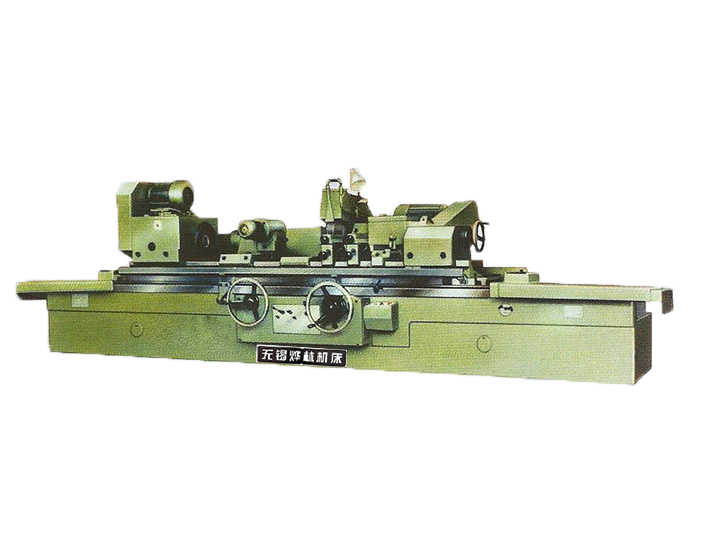
Introduce the acceptance methods for air running of cylindrical grinding machines
Release time:2025-04-11 Visits:1558
Introduce the acceptance methods for the air running of cylindrical grinding machines.
1. The temperature rise test of the external cylindrical grinder should not be less than 4 hours of idle running. After reaching a stable temperature, the temperature and temperature rise should be measured near the spindle bearing of the grinding head and in the oil pool of the bed, and should not exceed the relevant standards and design regulations.
2. The vertical feed accuracy inspection of the grinding head should not exceed 100% of the vertical feed rate for each feed error, and the cumulative error of 10 consecutive feed rates should not exceed 20% of the 10 feed rates.
3. Low speed operation stability test of the workbench, adjust the moving speed of the workbench to around 0.05m/min, and use an indicator with a reading of 0.01mm within the limited travel range to test. The indicator pointer should rotate uniformly and continuously.
4. The inspection of the reciprocating speed difference of the worktable shows that the reciprocating speed difference between the worktable moving within the speed range of 0.1-2m/min and the limited stroke is not more than 10%.
5. The inspection of the reciprocating speed difference of the column shows that the reciprocating speed difference between the column moving within the speed range of 0.1-2m/min and the limited stroke is not more than 10%.
6. The worktable moves back and forth, with a limited punching amount at both ends for inspection. For cylindrical grinders with a worktable speed of less than 35m/min, the weight of the cylindrical grinder is ≤ 5T, and the limited punching amount of the worktable is ≤ 80mm; The weight is 5-10T, and the worktable is limited to a maximum output of 120mm; For sizes greater than 10T, the worktable is limited to a maximum output of 150mm.
7. Precision inspection of worktable reversing: The worktable moves at a speed of 0.1-0.2m/min throughout the entire stroke, reciprocating 5 times at the same or different speeds. An indicator with a reading of 0.01 is used for inspection. During the inspection, the worktable stays at both ends for less than or equal to 1.5s, and the reversing error is not greater than 0.1mm for the same speed and 0.3mm for the different speed.
 English
English