Semi-Automatic External Cylindrical Grinders: Precision Workhorses in Manufacturing
Release time:2025-07-25 Visits:505
Semi-Automatic External Cylindrical Grinders: Precision Workhorses in Manufacturing
In precision manufacturing, where dimensional accuracy and surface integrity directly influence component performance, semi-automatic external cylindrical grinders serve as critical intermediaries between manual craftsmanship and full automation. These machines specialize in refining external rotational surfaces—cylinders, tapers, and stepped profiles—delivering consistent results across mid-to-high-volume production runs. Below is a detailed analysis of their operational mechanics, technical strengths, industrial applications, and comparative value relative to fully automated systems.
Core Design and Functionality
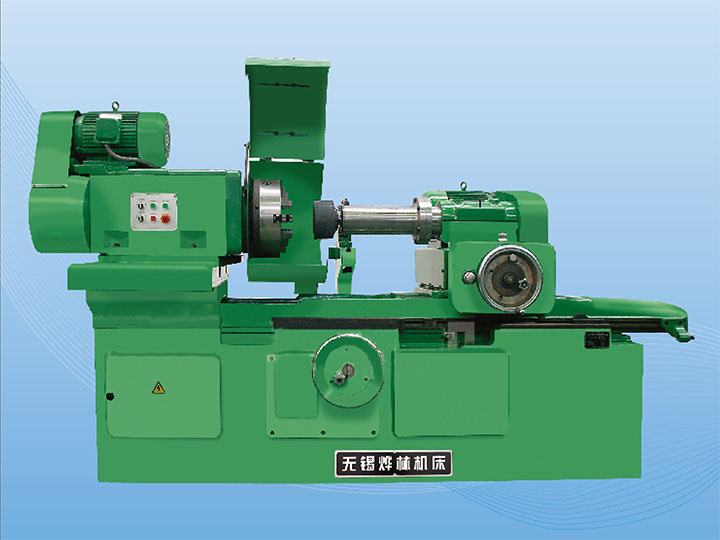
A semi-automatic external
cylindrical grinder is a specialized machine tool engineered to achieve tight-tolerance finishes on external surfaces of rotation using abrasive grinding wheels. Its defining feature is a hybrid operational model: operators handle workpiece loading/unloading, parameter setup (e.g., feed rates, depth of cut), and cycle initiation, while the machine automates critical processes—wheel positioning, infeed control, and spark-out (a final light pass to stabilize dimensions).
Key components include:
Abrasive wheel spindle: High-speed rotation (3,000–6,000 RPM) of vitrified, resin, or metal-bonded wheels (aluminum oxide for general metals, CBN for hardened steels).
Workholding systems: Chuck-driven configurations for short, rigid workpieces; center-driven (live center) setups for long shafts, ensuring concentric rotation (≤0.002 mm TIR).
PLC-based controls: Intuitive HMIs (human-machine interfaces) for setting tolerances (typically ±0.001 mm), feed rates (0.01–0.5 mm/rev), and cycle parameters, with manual overrides for fine adjustments on complex geometries.
Technical Advantages
These grinders excel in balancing precision, efficiency, and adaptability—traits that make them indispensable in diverse manufacturing environments:
Dimensional Consistency
They deliver repeatable surface finishes (Ra 0.02–0.8 μm) and tight geometric tolerances, critical for components like bearing journals or hydraulic shafts where friction and fit directly impact performance. Automated infeed mechanisms eliminate operator-induced variability, ensuring batch-to-batch uniformity.
Operational Efficiency
Semi-automatic cycles reduce manual labor by 30–50% compared to manual grinders. Once parameters are set, the machine autonomously executes grinding, spark-out, and wheel retraction, freeing operators to manage multiple machines or inspect finished parts.
Material Versatility
Compatible with ferrous metals (steel, cast iron), non-ferrous alloys (aluminum, titanium), ceramics, and composites. For example, resin-bonded wheels efficiently grind soft aluminum, while vitrified CBN wheels handle hardened tool steel (58–62 HRC) without thermal damage.
Industrial Applications
Their ability to balance precision and flexibility makes them vital across sectors with stringent quality requirements:
Automotive: Finishing crankshaft main journals, camshaft lobes, and transmission shafts, where concentricity and surface finish reduce wear and extend component life.
Aerospace: Grinding turbine shafts, landing gear struts, and hydraulic actuators, where material strength (titanium, Inconel) and fatigue resistance depend on precise surface integrity.
Medical Devices: Shaping surgical instrument shafts, orthopedic implant components (e.g., hip stems), and precision valves, where Ra ≤0.05 μm finishes minimize tissue irritation and ensure biocompatibility.
Comparison to CNC External Grinders
While semi-automatic models thrive in mid-complexity production, CNC grinders dominate high-customization, low-volume scenarios. Key distinctions include:
Attribute Semi-Automatic CNC
Automation Level Partial (automated cycles, manual setup) Full (G-code programming, multi-axis control)
Complexity Handling Ideal for simple cylindrical/tapered parts Excels at contoured profiles (helical, radiused)
Cost Profile Lower capital investment (≈30–50% of CNC) Higher upfront costs, justified for custom runs
Operator Skill Moderate (parameter tuning, workpiece loading) Advanced (programming, in-process adjustment)
Selection Criteria
Semi-automatic external cylindrical grinders are optimal when:
Production volumes range from 100–10,000 units/run with minimal part variation.
Tolerances of ±0.001–0.01 mm and surface finishes of Ra 0.1–0.8 μm are required.
Balancing precision with operational flexibility (e.g., quick changeovers between part sizes) is critical.
 English
English