Center Hole Grinding Machine: Analysis of Key Equipment for High-Precision Shaft Part Machining
Release time:2026-02-27 Visits:350
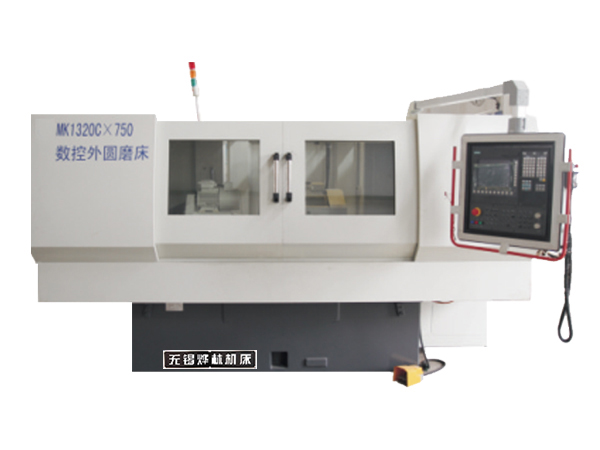
The center hole grinding machine is a professional high-precision machine tool dedicated to repairing and precision machining the center holes at both ends of shaft parts. As the reference taper hole for long shaft parts such as shafts and lead screws, the accuracy of the center hole directly affects the rotational accuracy, coaxiality, and overall quality of the workpiece. If the center hole has wear, out-of-roundness, or angle deviation, it will cause radial runout, seriously affecting the roundness and cylindricity of the workpiece, and may even result in part scrapping.
The center hole
grinding machine performs precision grinding on the workpiece's center hole using a high-speed rotating dressing grinding wheel or formed grinding wheel. Its core functions include repairing damaged center holes, improving shape accuracy (such as roundness), ensuring accurate 60° or 75° cone angles, and reducing surface roughness. The equipment typically adopts a high-precision spindle (radial runout less than 1μm), precision V-blocks to support the workpiece, and drives the workpiece to rotate at low speed through friction wheels or belts to avoid secondary clamping errors. The micro-feed system enables micron-level grinding amount control, and the cooling system prevents workpiece burn and ensures surface quality.
According to machining accuracy requirements, center hole processes are divided into different grades:
- Standard tolerance grades IT10-IT12 (tolerance values 0.04-0.12mm): Adopt the process of turning outer circle → turning end face → drilling center hole.
- Standard tolerance grades IT8-IT9 (tolerance values 0.014-0.036mm): Add steps of turning end face → drilling center hole → heat treatment → grinding center hole cone surface.
- Standard tolerance grades IT6-IT7 (tolerance values 0.006-0.012mm): Require complex processes including rough turning, quenching and tempering heat treatment, multiple center hole drilling, and rough and finish grinding of the center hole cone surface.
Center hole types include Type A (without protective cone), Type B (with 120° protective cone), and Type R (arc type). Among them, Type B center holes are commonly used for precision grinding workpieces, with an aperture tolerance usually H7 and a depth-to-diameter ratio controlled between 1:10 and 1:15 to ensure positioning strength. Modern equipment uses numerical control systems to coordinate milling and drilling processes, reducing clamping errors and ensuring coaxiality ≤ 0.005mm.
Grinding methods include magnetic grinding, which uses a magnetic field to magnetic abrasives to form an elastic magnetic brush, suitable for workpieces with complex curved surfaces; and mechanical grinding using diamond, cubic boron nitride, or cemented carbide centers. During operation, attention should be paid to controlling the rotational speed (approximately 300r/min) and time (5-10 seconds) to avoid high-temperature damage to the center hole.
This equipment is widely used in the manufacturing of machine tool spindles, automobile engine crankshafts, aerospace rotor shafts, and military precision parts, serving as a key equipment to ensure accuracy in high-end manufacturing. By optimizing processes and adopting advanced technologies, center hole grinding machines significantly improve the machining quality and reliability of shaft parts.
 English
English