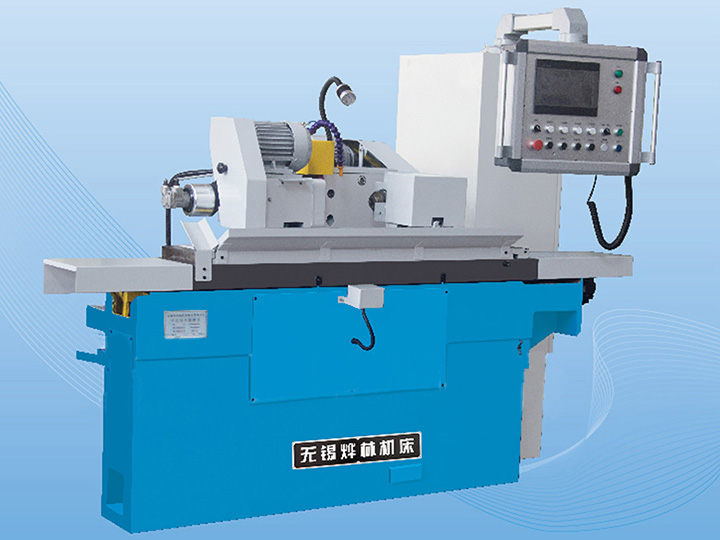
Process control requirements for CNC end face cylindrical grinding machine
Release time:2025-04-09 Visits:140
The machining process control requirements for CNC end face cylindrical grinder are as follows:
1. Read the drawings carefully, check the shape and size of the workpiece to be processed, determine whether the workpiece is qualified, and determine the machining allowance. Prepare corresponding tools, measuring tools, and fixtures, and ensure that the measuring tools are calibrated accurately.
2. Reasonably select machining processes and equipment based on workpiece allowance and process requirements.
3. Reasonably select the clamping method and process benchmark of the workpiece based on its shape and process.
4. To clamp, first clean the hole and apply lubricating grease. The contact area of the hole angle should be at least 85%.
5. Fixture clamping, first calibrate the fixture position, process the fixture according to the process requirements, and then install the workpiece.
6. When grinding slender workpieces, an intermediate frame needs to be added.
7. Reasonably select the grinding wheel based on the material properties, size, and requirements of the workpiece being ground. Under the premise of suitable roughness, coarse-grained grinding wheels should be selected as much as possible to increase grinding efficiency.
8. Strictly control the feed rate during the machining process of CNC end face cylindrical grinder. It is strictly prohibited to leave the work post when the machine tool is in operation.
9. After the grinding wheel becomes dull, it should be promptly repaired and not forced to be used to avoid accidents.
10. According to the processing requirements, the feed rate should be reduced and the number of grinding times should be increased when grinding close to the size, and the detection frequency should be increased.
11. Adjust equipment according to drawings and process requirements, and always pay attention to product quality.
12. The CNC end face cylindrical grinder can only measure dimensions after the product has cooled down.
 English
English