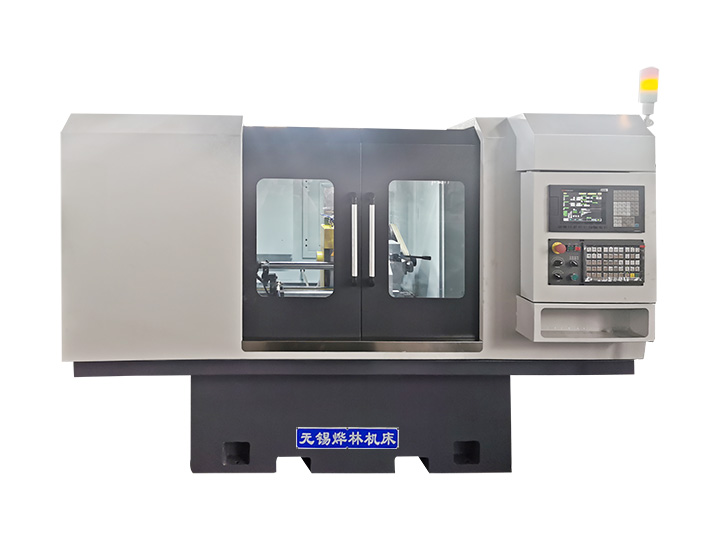
Product Introduction
CNC end face cylindrical grinder is a commonly used grinding machine product with a wide range of applications. In order to efficiently use this grinder and improve its efficiency, we can perform regular maintenance on the grinder. We should pay attention to some maintenance matters during use, so as to improve the efficiency of the equipment and achieve the goal of extending its lifespan.
Firstly, the installation points should be noted. During the installation process, the operator should transport the grinder to the installation site and install it in a timely manner to avoid affecting the accuracy of the equipment. When lifting a grinder, attention should be paid to the center of gravity of the equipment to avoid tipping over. An unstable center of gravity of the grinder can easily cause it to tip over, which is also a safety hazard for operators. After receiving the goods, inspection and acceptance should be carried out. If any problems are found, the manufacturer should be contacted in a timely manner for handling. After the grinder is installed, it may sometimes need to be adjusted horizontally. If the equipment installation is not smooth enough, it is mainly adjusted through screws. For the installation of new grinding wheels on CNC grinders, careful inspection should be carried out before installation to check for cracks, scars, etc. If the grinding wheel has obvious cracks, it means that the product cannot be used and needs to be replaced in a timely manner.
The following is about the maintenance knowledge of CNC grinding machines, which can be divided into pre - and post maintenance stages. The early maintenance focuses on local maintenance and repair, and operators need to conduct regular inspections and care. Clean the cooling pump, water tank, oil filter, disk, and other equipment in the early stage. Check if the screws are tightened, clean all parts of the grinder, and add lubricating oil according to regulations. Check whether the joints of each pipeline are correct in the later stage, and conduct a comprehensive lubrication and fault detection of the entire equipment.
Maintenance personnel should conduct timely equipment inspections to identify and solve problems in a timely manner, reducing the probability of damage to the grinding machine. After each homework is completed, all parts, especially the sliding parts, should be cleaned first and then lubricated. If the equipment is lubricated directly without cleaning, it will cause the lubricating oil to deteriorate prematurely. We also need to perform rust prevention treatment on some special parts to prevent equipment from rusting.
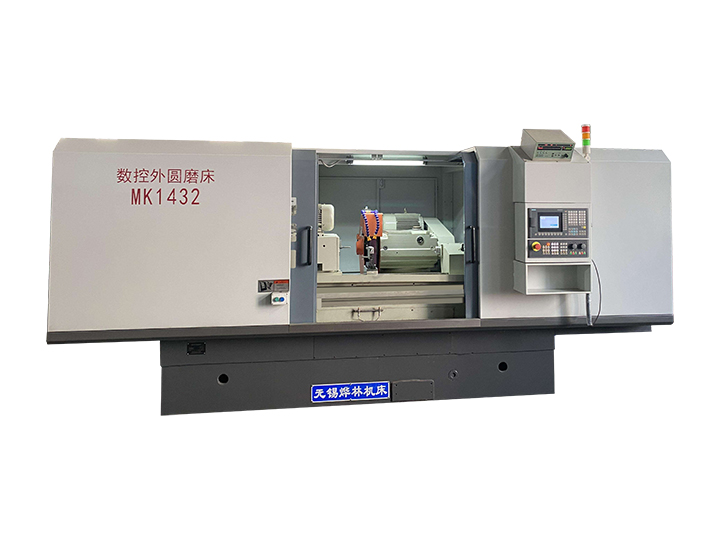
Machine main characteristics
Adopting the 808D two axis linkage CNC system from Siemens, Germany, with built-in PLC and LCD display.
Configure automatic measuring instruments for online monitoring, achieve a closed automatic grinding work cycle, and ensure high machining dimensional accuracy.
The feed of the grinding wheel rack and the movement of the worktable are both driven by AC servo motors through ball screws.
The workbench guide rail adopts plastic coated guide rail with good rigidity to improve its vibration resistance and sensitivity. The feed of the grinding wheel rack adopts a steel guide rail and needle roller plate structure, which has high steel sensitivity.
The headstock motor adopts an AC variable frequency device to achieve stepless speed regulation. The tailstock sleeve has hydraulic telescopic function.
※ Install independent electrical cabinets, oil tanks, and water tanks.
The machine tool is equipped with automatic timed and quantitative lubrication to ensure the lubrication of the guide rail and screw.
The machine tool is equipped with a fully enclosed protective cover to ensure safe operation.
Main specifications
|
Bore diameber to be ground(mm) |
F8-200mm |
|
Grinding length(mm) |
520/750mm |
|
Top center distance(mm) |
520/750mm |
|
Center high(mm) |
125mm |
|
Max.workpiece weight(kg) |
50kg |
|
Most of the longitudinal mobile |
550/760mm |
|
The workbench slalom angle |
-7° - +7°/-5.5°~+5.5° |
|
The handwheel-transfer momentum |
6mm/r |
|
Head frame spindle speed(r/min) |
60,85,230,120,170,460r/min |
|
Head frame, tail frame cone hole(Mohs) |
Morse 4# or 3#(Mohs) |
|
Head frame chuck diameter |
125mm |
|
The move is a sleeve(mm) |
25mm |
|
The grinding wheel maximum linear velocity |
38m/s |
|
Grinding wheel frame of mobile |
150mm |
|
Grinding wheel specifications(mm) |
f400× (20-50)×F203or
f350× (20-50)×F127mm |
|
Motor total capacity(kw) |
9kw |
|
Machine shape dimension |
2200(2700)×1600×1800mm |
|
Weight(kg) |
2500、2900kg |
Chief machine accessories
|
Cooling fluid box |
1set |
|
Wheel dressers |
1set |
|
Balanced shaft grinding wheel |
1set |
|
Top |
2p.c |
|
Peach chuck |
1set |
|
The triangle leather belt, with long |
2 pieces each |
|
Mat iron |
3p.c |
|
Pine nuts discharge |
1p.c |
|
Grinding wheel splint |
1set |
|
Hex socket wrench |
1p.c |
Special orders accessories
|
Grinding wheel balance frame |
1set |
|
Open-type center frame |
1set |
Operating accuracy
Top of the precision
grinding specimens |
Roundness |
0.0015(mm) |
|
Longitudinal section inner consistency |
0.005(mm) |
|
Roughness |
Ra≤0.32(μm) |
Chuck specimens of
precision grinding on short |
Roundness |
0.0025(mm) |
|
Cylindricity |
0.005(mm) |
|
Roughness |
Ra≤0.32(μm) |
 English
English