English
English



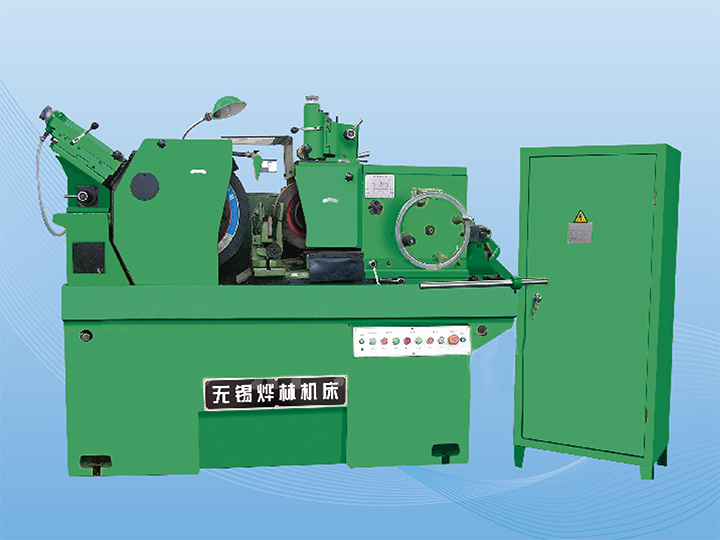
The layout of the machine is grinding wheel fixing and wheel frame moving feeding.
| Grinding diameter | Continuous grinding | 5-80mm |
| Cut grinding | 5-80mm | |
| Continuous grinding | Continuous grinding | 180mm |
| Cut grinding | 140mm | |
| Grinding wheel specification | P500×150×305 | |
| Guide wheel specification | PSA300×150×127 | |
| Grinding wheel rotating speed | 1300r/min | |
| Guide wheel speed | Grinding 14-180r/min(non step) | |
| Trim 180r/min | ||
| Guide wheel rotary angle | Vertical plane | -2°-+5° |
| Horizontal plane | 0°-+3° | |
| Distanoe from frame base to center line of grinding and guide wheel | 210mm | |
| Operating accuracy | Circular degree | 2μm |
| Cylindricity | 3μm | |
| Toughness degree | Ra0.32 | |
| Total power | 17KW | |
| Weight | 3500Kg | |
| Dimension | 1950×1580×1485 | |
There are usually three grinding methods for centerless grinders, namely: pass through, cut in, and cut in pass.
In the process of using a centerless grinder, there are the following advantages in performance compared to other grinders:
1. Continuous processing, no need for tool return, short replication time for workpiece clamping, and high productivity.
2. The positioning mechanism of the bracket and guide wheel has better support rigidity than the top and center frame mechanisms of ordinary cylindrical grinders, with a larger cutting amount, and is conducive to the processing of slender shaft workpieces, making it easy to achieve high-speed grinding and strong grinding.
3. The wide grinding wheel centerless grinder has a pass through mechanism that can increase the machining allowance each time. It can perform sequential or multi wheel grinding on complex surfaces during cutting in grinding, with high productivity and wide applicability.
4. The workpiece of the centerless cylindrical grinder is positioned on the positioning mechanism by the outer circle, and the grinding amount is the margin on the diameter of the workpiece. Therefore, the wear of the grinding wheel, the compensation of the feed mechanism, and the repeated positioning accuracy error of the cutting mechanism have an impact on the diameter and size accuracy of the part. It is only half of a regular cylindrical grinder, does not require a center hole, and is easy to automate loading and unloading in advance.