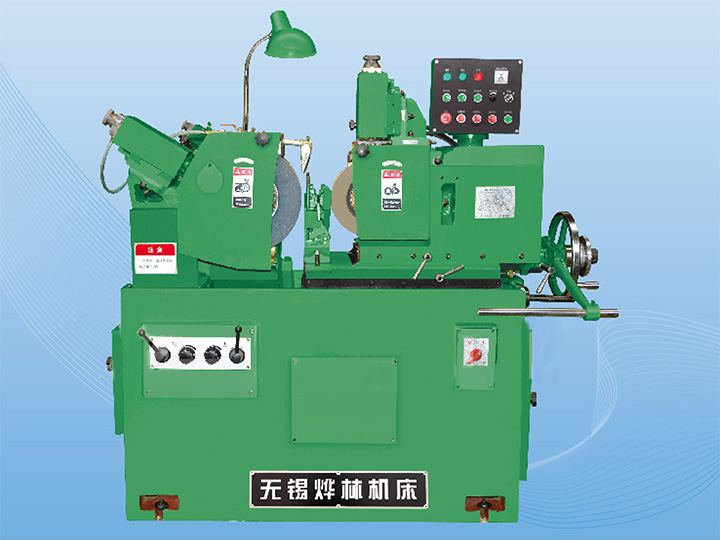
Centerless grinding machine:main characteristics
※ The layout of the machine is that its grinding wheethead is fixed and regulating wheelhead is movable.
※ The grinding wheel spindle is designed in cantilever structure and supported on multiple long-secment hydrodynamic oil-film bearing.
※ The regulating wheel spindle is also designed in cantilever structure and supported on conical sliding bearing with 1:30 taper in the front and rolling bearing on the back.
※ The regulating wheel feed slide is supported on dovetail needle roller guideway and a diferential leadscrew is used for performing feed motion.
※AC frequency converter is used for changing the regulating wheel speed infinitely.
※ The machine is equipped with the plunge-cut mechanism.
※ The mounting surface of the workrest is located with T-slot.
Centerless grinding machine:main specifications
|
Grinding diameter |
Continuous grinding |
2-40mm |
|
Cut grinding |
7-40mm |
|
Continuous grinding |
Continuous grinding |
140mm |
|
Cut grinding |
120mm |
|
Grinding wheel specification |
PSA350×125×127 |
|
Guide wheel specification |
PSA250×125×75 |
|
Grinding wheel rotating speed |
1870r/mn |
|
Guide wheel speed |
Base 20-180r/min(non step) |
|
Trim 200r/min |
|
Guide wheel rotary angle |
Vertical plane |
-2°-+4 |
|
Horizontal plane |
0°-3° |
|
Distance from frame base to center line of grinding and guide wheel |
190mm |
|
Operating accuracy |
Circular degree |
2μm |
|
Cylindricity |
3μm |
|
Toughness degree |
Ra0.32 |
|
Total power |
9KW |
|
Weight |
2000kg |
|
Dimension |
1550×1300×1405mm |
Common adverse phenomena
Modern industry cannot do without the use of grinding equipment. Grinding equipment can help improve the efficiency of industrial production, while also improving the processing level of workpieces and ensuring the production quality of products. There are many types of grinding machines, and the main performance of different types of grinding machines will also vary. Heartless grinding machines are popular due to their convenient use and simple operation. The centerless grinder has many advantages, but today we mainly want to introduce the adverse phenomena that may occur during the production of this grinder, to help users understand the characteristics of the grinder and improve the production quality of the product.
The adverse phenomenon of stripe damage on the grinding material
The product defects of centerless grinders are mostly concentrated in the grinding technology. Poor grinding technology can easily cause cracks on the surface of the product, which are mainly divided into radial scars and spiral shaped scars in the circumferential direction. The reasons for the formation of these two types of scars are different, and we can find specific solutions based on the specific causes. Radial scars are defects in the abrasive material itself. Parts with different hardness are exposed by grinding and have different colors from other parts. We can choose high-quality raw materials to solve this problem. The circumferential scars are caused by coarse sand particles mixed on the surface of the grinding wheel. We can adjust the equipment before grinding. If the grinding effect cannot be achieved, the amount of cleaning grinding solution can be increased.
 English
English