Regarding the manufacturing method of the tailstock for external cylindrical grinding machines
Regarding the manufacturing method of the tailstock for external cylindrical grinding machines.
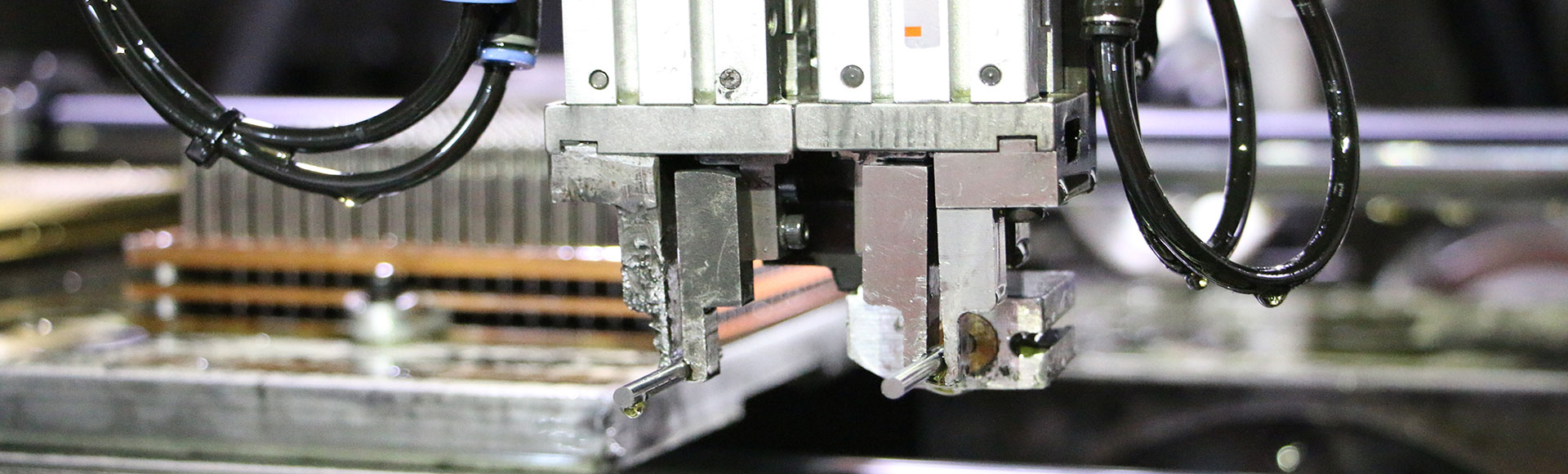
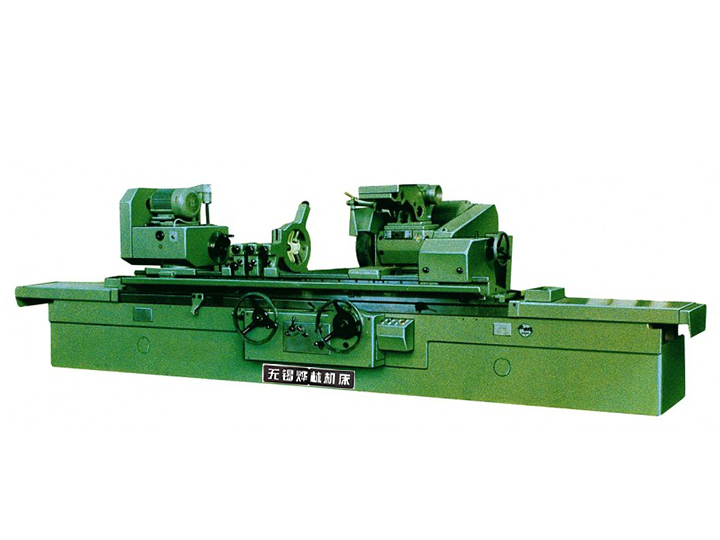
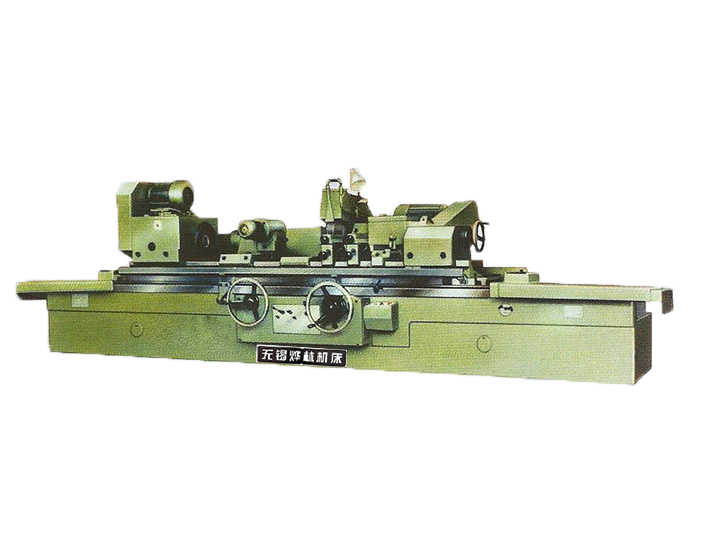
The workpiece spindle device and tailstock of the external cylindrical grinder are installed on both ends of the worktable. The tailstock is matched with the worktable through a sliding groove tenon structure. One end of the workpiece with a longer axial length is clamped by the workpiece spindle device, and the other end is supported by pushing the tailstock to drive the pointed shaft on the tailstock. Then, manual control is used to generate a pressing force on the workpiece. The workpiece spindle device drives the workpiece to rotate, and the grinding wheel device performs external surface machining on the workpiece.
During the process of pushing the tailstock to the top, if the pointed axis on the tailstock moves quickly, it is easy to generate a large impact force on the workpiece, affecting the machining accuracy of the workpiece. Moreover, manually controlling the top force makes it unstable and inconvenient to adjust; Process holes are usually set on the end face of the workpiece for the tip of the pointed shaft to rest on, which can ensure the machining accuracy of the workpiece. However, after a period of actual machining, the axis lines of the pointed shaft and the workpiece spindle are prone to small displacement deviations, mainly in the horizontal direction, which can affect the machining accuracy.
 English
English