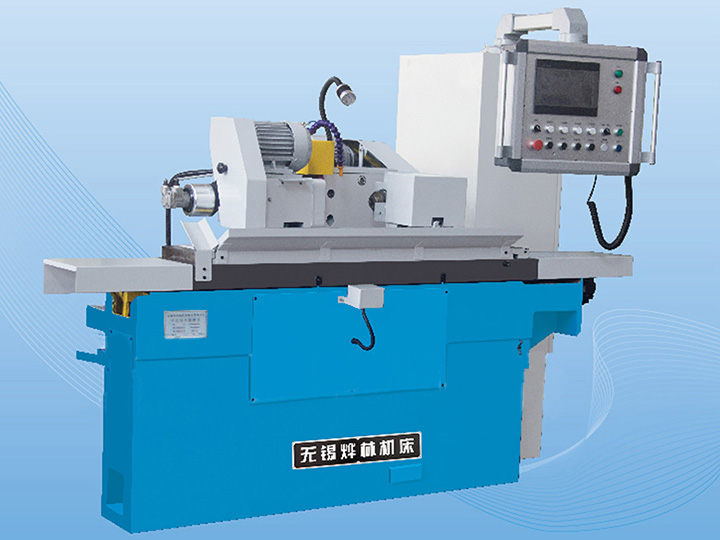
CNC end face cylindrical grinder is a grinder used to machine the outer surface and shoulder end face of cylindrical, conical, or other shaped elements of workpieces; Widely used, capable of processing various cylindrical conical outer surfaces and shaft shoulder end face grinders.
Working method: Mainly used for grinding outer cylindrical surfaces and conical surfaces, there are two basic grinding methods: longitudinal grinding method and cutting in grinding method. During longitudinal grinding, the grinding wheel rotates as the main motion, and the feed motion includes: the workpiece rotates for circular feed motion, the workpiece moves back and forth along its axis for longitudinal feed motion, and at the end of each longitudinal or reciprocating stroke of the workpiece, the grinding wheel periodically performs transverse feed motion, gradually grinding away all the excess in multiple reciprocating strokes. When cutting into the grinding wheel, the workpiece only undergoes circular feed without longitudinal feed motion, while the grinding wheel continuously undergoes transverse feed motion until all the remaining material is ground to the required size. On some CNC end face cylindrical grinders, the step surface of the workpiece can also be ground with a grinding wheel end face. During grinding, the workpiece rotates and slowly moves along the coaxial line to complete the feed motion.
Influencing factors:
1. The influence of the height of the grinding head, headstock, and tailstock on the dimensional accuracy of the workpiece. The height error of the grinding head, headstock, and tailstock will cause the centerline of the headstock and tailstock to deviate from the axis of the grinding wheel spindle in space, resulting in a hyperbolic surface on the surface of the workpiece being ground.
2. The influence of the parallelism error of the grinding head spindle axis in the horizontal plane on the dimensional accuracy of the workpiece caused by the centerline connecting the headstock and tailstock. When this error occurs, the shape of the workpiece ground by the external cylindrical grinder will be a cone, that is, the grinding wheel will grind at an angle, and the surface will have spiral grinding patterns.
3. The influence of perpendicularity error of the grinding head relative to the CNC end face cylindrical grinder guide rail on machining accuracy. The result of this error is a deviation of the spindle axis from the centerline of the headstock and tailstock. When grinding the shoulder end face, it will cause a vertical deviation between the shoulder end face and the workpiece axis. When grinding the outer circle, it will affect the surface roughness and produce spiral grinding patterns.
 English
English